Q34:レーザ溶接の溶込み深さとは?
ハンド式のレーザ溶接機を実演すると、良く耳にする質問に「どれ位溶け込みますか?」と質問を伺います。
多分、TIG溶接とレーザ溶接の違いですが、説明は難しいので図解で説明します!
そもそも、TIGとレーザでは金属に対して熱影響が異なります。
| TIGとレーザ溶接の熱影響イメージ図 |
|---|
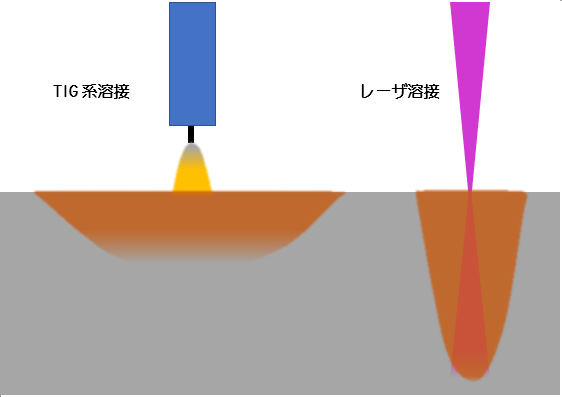
一般的には、熱が深く入らずTIGは横に拡がる感じです。
反対にレーザは深く熱が入ります。
TIGは局部的に金属が溶ける状態で溶接するので熱が溜まって金属が変形し易いが、レーザは短時間で深く熱が入る感じです。
| 実際の加工でどの程度の差が出るか? |
|---|
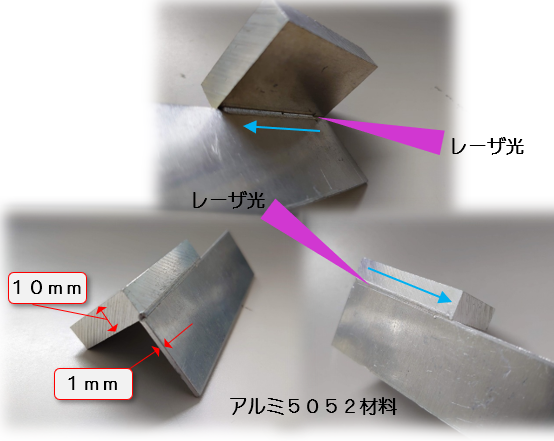
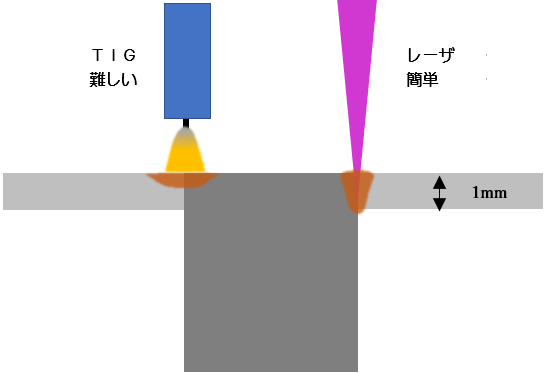
【厚板10mm】と【薄板1mm】の突き合わせだと差が出ます。
TIGだと厚板側を溶かす熱で薄板が破損してしまいます。
レーザ溶接は短時間で入熱するので、母材同士の突き合わせ溶接が容易に可能です。
| で、本題の溶込み深さ表現に付いて |
|---|
ファイバレーザ溶接や切断で、どの位の板厚を加工出来るか?
一般論ですが20mm程度は出来る!とされています。
しかし、その出来る!とは色々ありまして、私が見る限り以下。
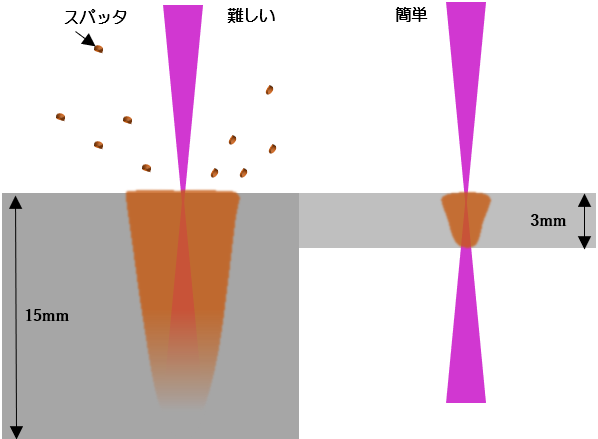
結論: 板厚3mmまでが綺麗に加工出来ます!
切断の場合、3mm以上の物はCO2レーザで切断すべき!
溶接の場合、3mm以上の物は電気系の溶接で良いかと思います。
| 3mm以上の溶接が綺麗にできない? |
|---|
3mm以上の板厚でも条件が整えば綺麗に仕上がります。
しかし、それは自動機で行う場合です。
人間が溶接するハンド式レーザ溶接機の場合は難しいと考えます。
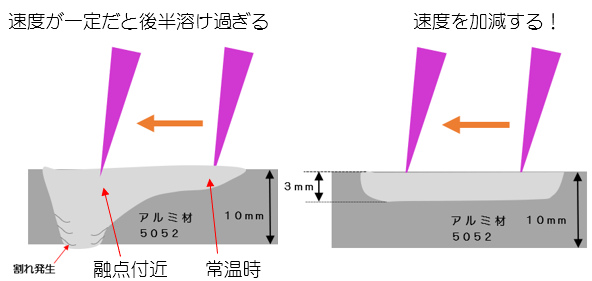
例えばアルミを溶接する場合、アルミの質量にも寄りますがワークの温度が融点に近づくと急激に溶け出します。
*****QTE***
TIG技術者側の見解 (協業先:ノースヒルズ溶接工業)
アルミが急激に溶けてしまう理由は、表面の酸化被膜の融点の高さが原因です。
酸化被膜の融点は、2700℃と高い酸化被膜が溶接の妨げになっています。素材自体は、
600℃と低融点のため、その差が激しく一気に溶け出すような感覚に陥ってしまいます。
TIG溶接者は、そのあたりを理解していない技術者も多くおり、アルミは溶けない、く
っつかないという感覚に陥ってしまいます。それは単に素材の特性を理解しきれていな
いため、高い電流で溶接する必要があることが選択肢にないからというのが理由の1つ
になります。
また、アルミの場合は、溶融した際にアルミ合金中から水素の溶解度が大きく、凝固時
にブローホール生成する原因ともなりやすく、TIG溶接では大きな課題となっている。
特に、板厚が厚くなればなるほど、高い技術力が要求されるため、そのリスクを設計者
は負いたくなく、厚板アルミで気密が必要なものは、極力ブロックからの削り出しにし
たいという考えを持っています。
また、板厚が厚いものに関しては、TIG溶接だったとしても予熱管理ができていない場
合は、熱逃げが激しく割れを発生させてしまいます。
****UNQTE***
熱伝導で溶けた箇所は、レーザ溶接の特性上急冷され割れが発生します。
自動機であれば溶接条件と治具で最適化対策が取れますが、ハンドは人間の送り速度が一定にならないので難しいのです。
TIGの技術者であれば、その辺りの加減を体で感じて対応できる人が多く居ます。
誰でもできるレーザ溶接ですが、このレベルになるとやっぱり職人技になってしまいますね。
| ワークへの熱影響に付いて |
|---|
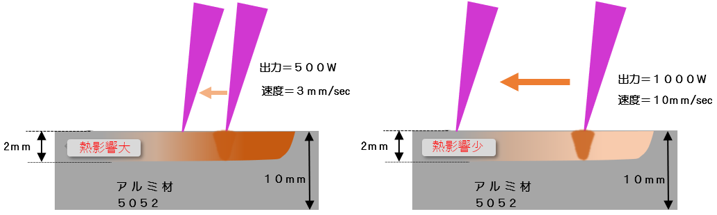
ズバリ!レーザ溶接は高出力で高速に溶接することで効果を発揮します。
では、低出力、低速でレーザ溶接するとどうなるか?
結論:TIGに近い溶接になります。
湯玉を作り、溶接箇所が赤くなる感じでゆっくり溶接すると、熱源はレーザで無くても良い感じです。短時間で深く熱が伝えられるレーザの特性を生かすには以下。
ハンドレーザのポイント = 高出力で高速溶接(速度一定)
TIGとレーザ溶接の違い
レーザの部屋 TOPに戻る
