
Q26: 버스바의 레이저 용접
Pack전지의 제조에 필요한 버스바의 레이저 용접에 대해서
저항 용접,초음파 용접등의 공법과 비교하여 장/단점하고,
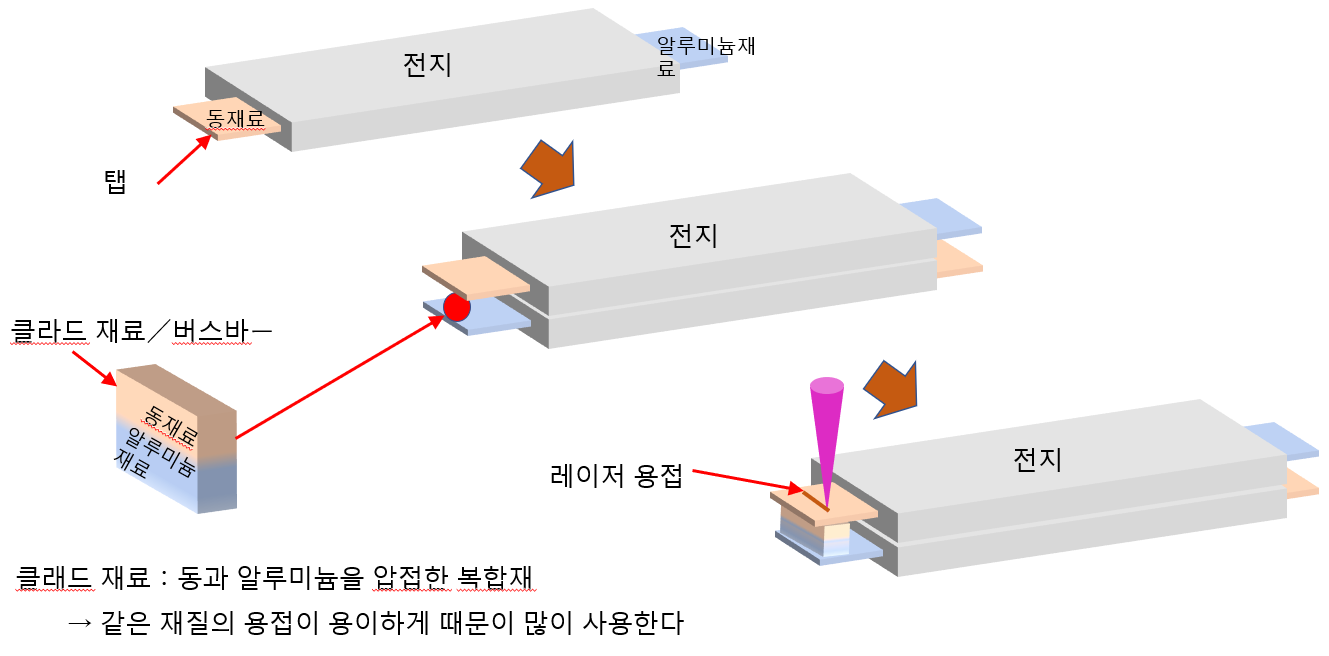
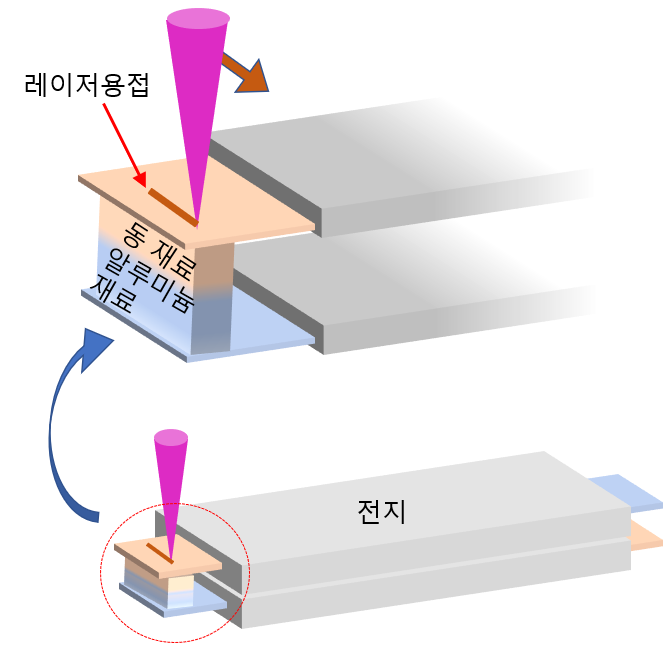
동 재료,알루미늄재료,클래드 재료등의 관리 방법과 사례를 설명합니다
Pack전지의 제조에 필요한 버스바의 레이저 용접에 대해서
저항 용접,초음파 용접등의 공법과 비교하여 장/단점하고,
동 재료,알루미늄재료,클래드 재료등의 관리 방법과 사례를 설명합니다
イメージ図
|
레이저 용접의 장점과 단점 |
|---|
レーザ溶接のメリット
1:고속용접! ※ 다른 공법과 비교하여 용접 속도가 빠르다 2:비접촉가공! ※ 전극등의 접촉 소모품이 없다 3:워크에 우수하다! ※ 워크에 대하여 진동이이나 전기적 영향을 주지 않는다 |
レーザ溶接のデメリット
1:初期導入コストが高い!※ UW製品はコストと実績でご提案
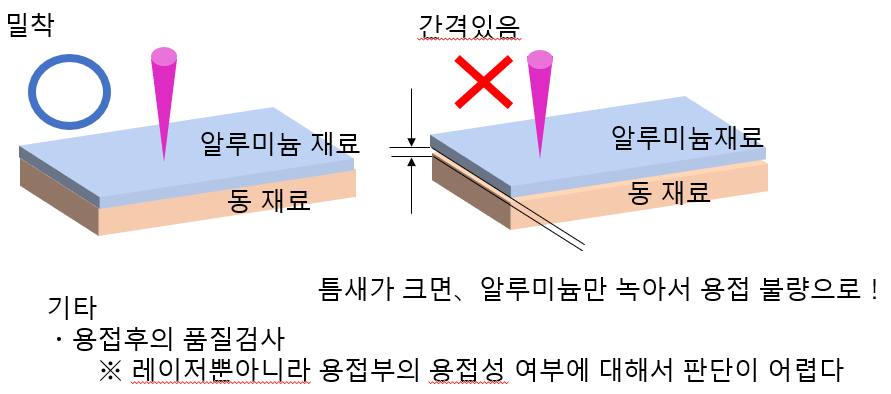
2:ワーク同士の密着性が重要!
※ 治具が重要 |
|
중국 전지시장의 레이저 용접설비No.1기업 United Winners Laser Co.,Ltd. の実績 |
|---|

【실적】
중국 전지기업의 70%의 레이저 용접 설비 제조!
【특징】
규모의 경제를 살려 장점을 살려 레이저 용접 노우하우와 설비를 제안!
| レーザ溶接と材料 |
|---|
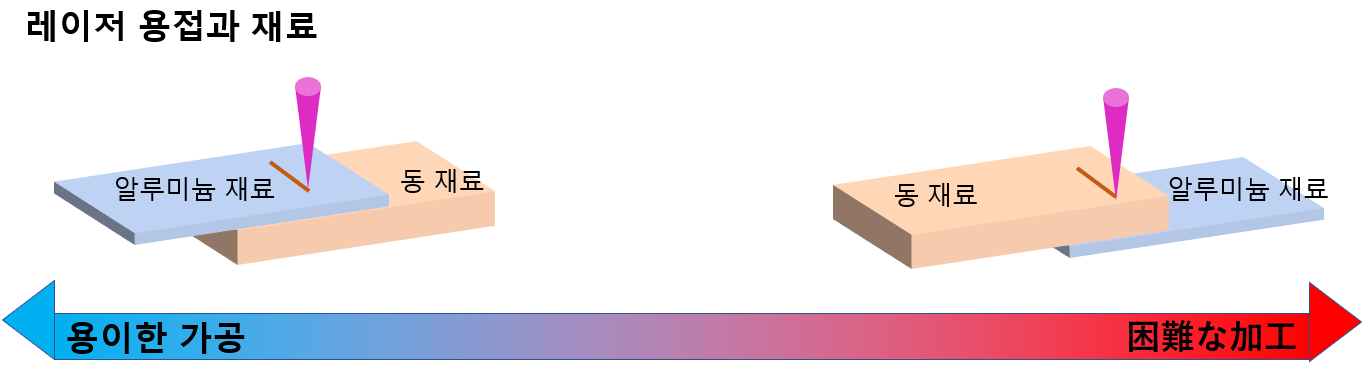
레이저 용접을 용이하게 하는 워크의 재질과 질량에 대해서
1:두꺼운 판 :상측/얇은 재료(용이)~ 상측/두꺼운 재료(곤란)
이유:겹치기 용접의 경우、상 판은 최초에 레이저가 닿는다。
두꺼운 것 보다 얇은 쪽이 에너지가 적게 되며, 용접에 유리하다
2:재 질 :동일 재료끼리는 비교적 용접이 용이하다
3:이종금속:알루미늄 재료가 상측、동 재료가 하측
※ 알루미늄쪽이 레이저 흡수가 약간 좋다。
※ 동측으로의 레이저 조사는 난이도가 높다。
※ 동 재료는 니켈 도금이 유효
| レーザ溶接とノウハウ 1 |
|---|
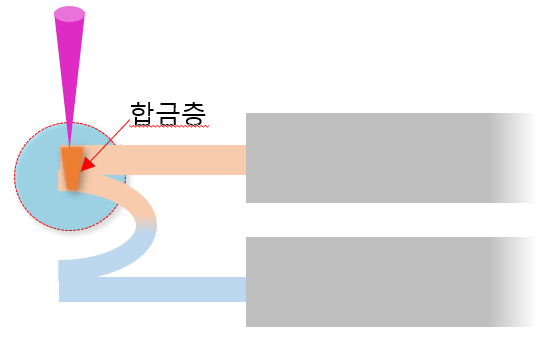
重ね溶接
【장점】
|
拝み溶接
【장점】 |
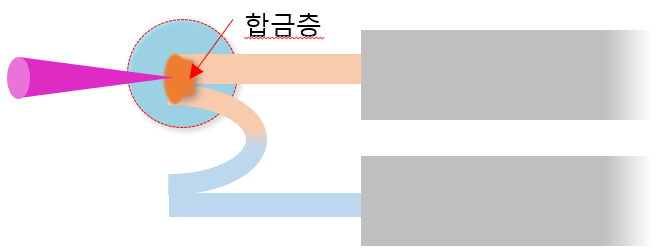
※ ワーク形状と質量によって条件が異なります
|
레이저 용접과 노우하우2 |
|---|
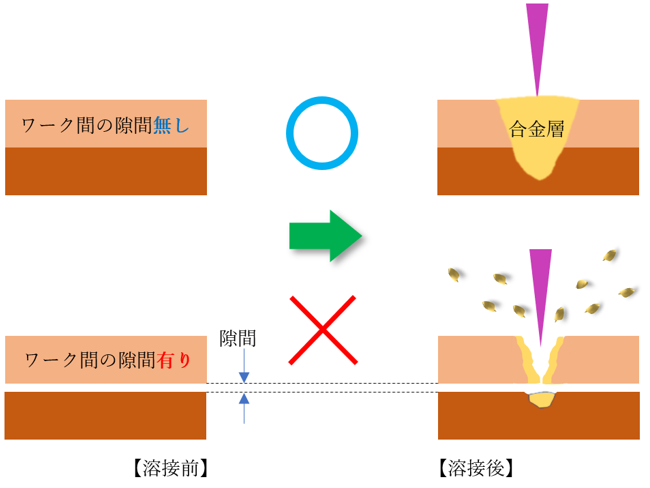
워크간의 틈새관리
・ 실험 수준에서 0.25mm 정도의 틈새는 용접 가능
· 평균적으로 이종 재료를 포함하면, 관리 상으로는 0.1mm정도의 틈새를 허용한다
※ 모재 파단하는 것이 전제
※ 下図は重ね合わせたサンプルの断面図イメージ
관리
■ 워크에 부착하는 오염
・ 탈지 등의 유무는 용접 강도에 변화가 적은 경우가 많다
이물질 등의 부착 위험에 주의가 필요
■ 저항치 관리
・ 양, 음극 측 함께 0.03mmΩ 정도의 측정 값에서 0.1mmΩ 이하 정도에서 관리가 필요한 사례가 많다
■ 기타의 관리
・ 틈새가 없으며, 초점 위치, 조사 위치 등의 요소를 검증하고 ,양산시의 안정성을 확보하는 것이 중요
결론: 치구와 광학계이 준비에서 80% 용접 안정성이 결정된다!
레이저 용접에 필요한 재질(도금)이랑 공법이 양산시의 안정성을 확보
レーザの部屋 TOPに戻る
