〔YAG〕+〔LD〕ハイブリッドレーザ溶接機 HB-TYPEの紹介
型式:UJ-350HBA 【 HB-TYPE 】
特徴:アルミ合金の溶接 (5052,6061,6063)
|
HB-TYPEの概要 |
|---|
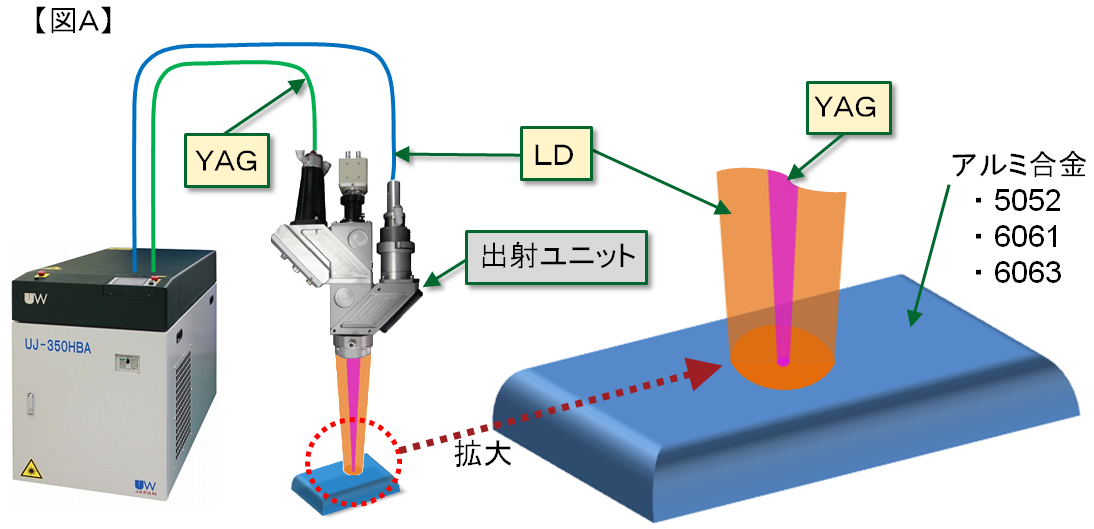
ハイブリッド溶接(重畳)方式とは、2種類の光を使用してレーザ溶接する方式です。
・YAG光(1,064nm)とLD光(940nm)を出射ユニットで重畳させてワークを加工します。
・YAG光は本来の溶接を行いLD光はワークの温度制御を担い高品質な溶接を可能にしました。
【図A】の様に出射ユニットで重畳させ、加工点で2種類の光を使用します。
対象材料:アルミ合金 5052,6061,6063 その他検証中・・・・
| YAGレーザ溶接のアルミ合金溶接に対する主な不良例 |
|---|
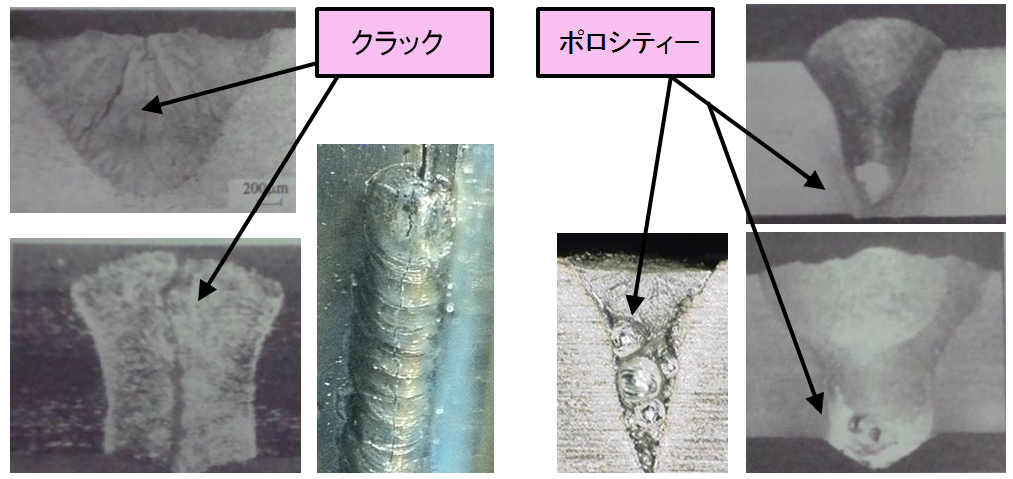
上記写真は、アルミ合金溶接をYAGレーザ溶接で実施した場合の不良例です。
従来、単一波長で波形制御や結像比、治具周辺の様々な工夫で不良を低減して来ました。
これらの不良は、LDハイブリッド効果で解消する事が可能です。
アルミ合金溶接が容易になる=アルミ合金の溶接品質向上に貢献します。
HB-TYPE(LD重畳)溶接の効果・・・1
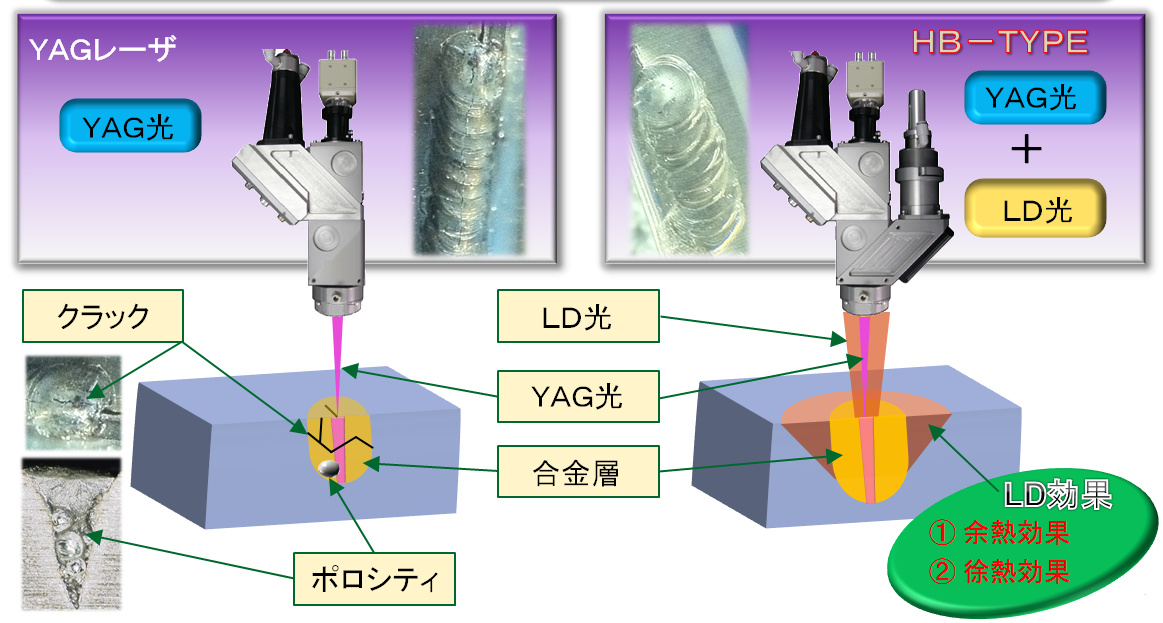
出射ユニットで重畳させた2種類の光は、アルミ合金溶接の問題を解消します!
① 余熱効果(表面を暖気し、YAG光の吸収性を向上させる)
② 徐熱効果(急冷により発生するクラックを防止)
2つの効果でレーザ溶接の欠点を補いアルミ合金の高品質溶接を可能にしました。
HB-TYPE(LD重畳)溶接の効果・・・2
■ YAGレーザ溶接との違い
1.YAGレーザのエネルギーを大幅に低減する
→ ピークパワーを抑える事により、溶接条件が安定します!
2.溶接速度や溶け込み深さが深くなる
→ 生産タクトの向上や溶接条件の幅が拡がります!
■ HB-TYPEの特徴
実績の多いn Light社製(USA) LDユニット(400W)を搭載し、出射ユニット内で
重畳する事により、コストパフォーマンスとメンテナンス性を確保しました。
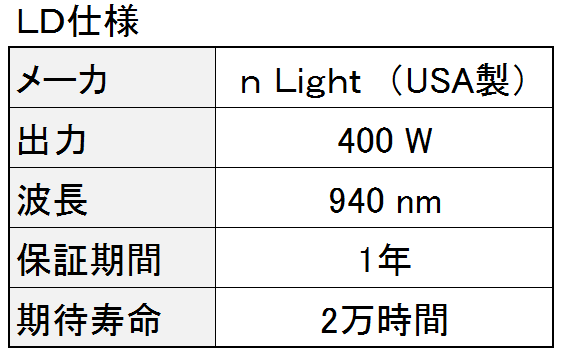
〔LDユニット〕940 nm /400W (n Light製品)
1.海外ではアルミ合金溶接で実績のある装置であり、ラインでの耐久性や信頼性が高い。
2.多関節ロボットとの組み合わせで多様な角度からの照射に対応可能!

| 光の吸収とレーザ波長の関係 |
|---|
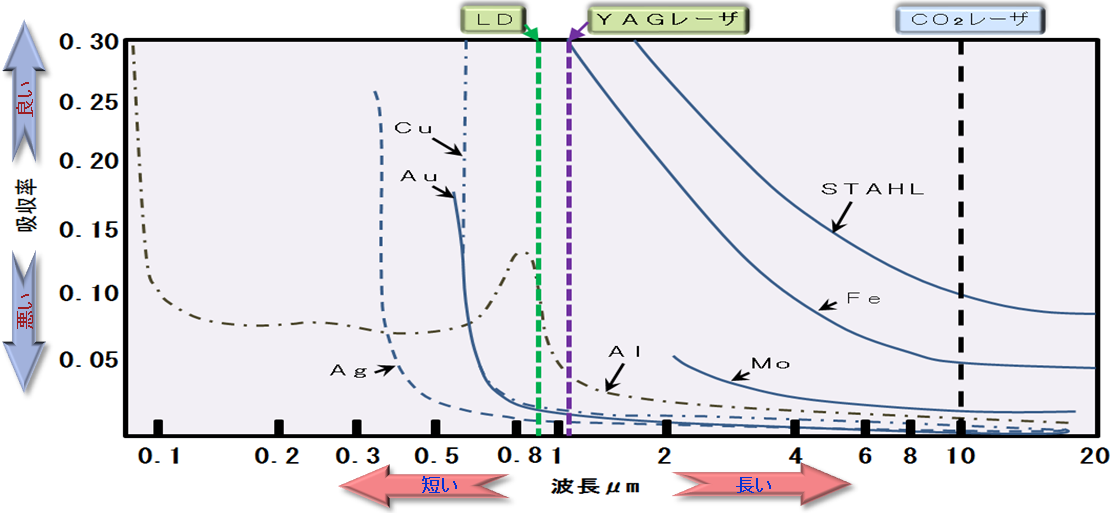
・レーザ光の波長が長いほど金属に対する光の吸収率が低くなる傾向。
・アルミ(Al)は近赤外波長範囲の0.8μm付近の吸収率が向上する。
・YAG光の吸収率は(1,06μm)=5%であり、CO2(10,6μm)=1%程度である。
・YAG光よりLD光(940μm)はアルミに対して吸収率が良い傾向にある。
| レーザ光の吸収率と温度の関係 |
|---|
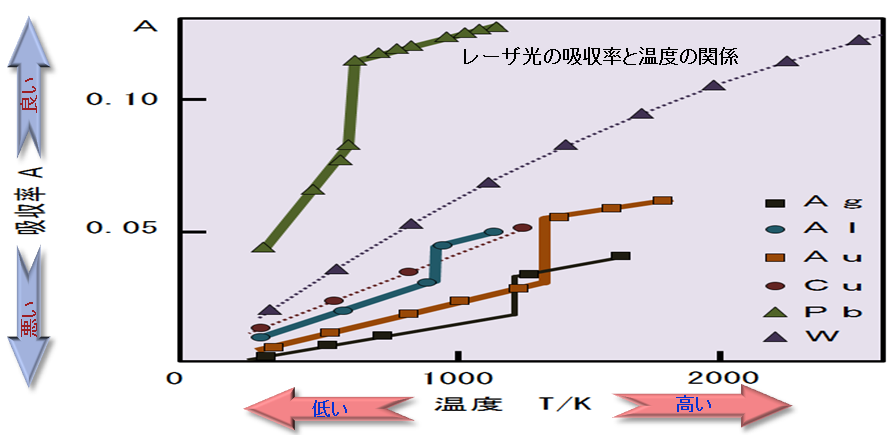
金属は温度により、レーザ光に対する吸収率が変化します。
・温度が低いほど吸収率が低くなり、温度が高いほど吸収率が高くなる。
・温度上昇中のAl,Au,Pb,Agは、ある域に達すると吸収率が急激に
上昇し、一定の吸収率に達したら変化が穏やかになる傾向です。
・吸収率の向上は、溶接時の出力を抑え、ワークへのダメージを低減。
| レーザ光の反射率とパワー密度の関係 |
|---|
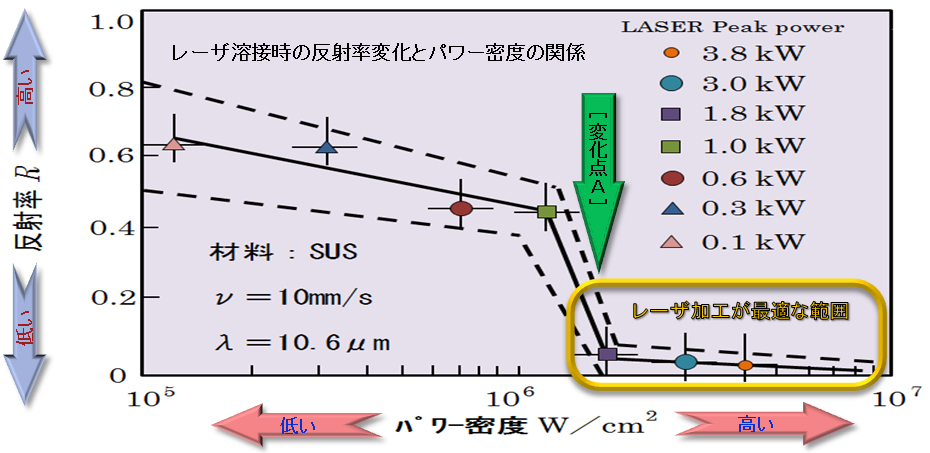
■ レーザ光の出力が一定の数値に到達すると反射率が急激に変化する。
■ 反射率の[変化点A]を境にレーザ加工が比較的容易になる範囲があります。
・変化点以下のレーザ光では反射率が高く、加工が困難である。
・変化点以上であればレーザ加工に最適であると言えます。
| ハイブリッド溶接とYAG溶接で効果の比較 |
|---|
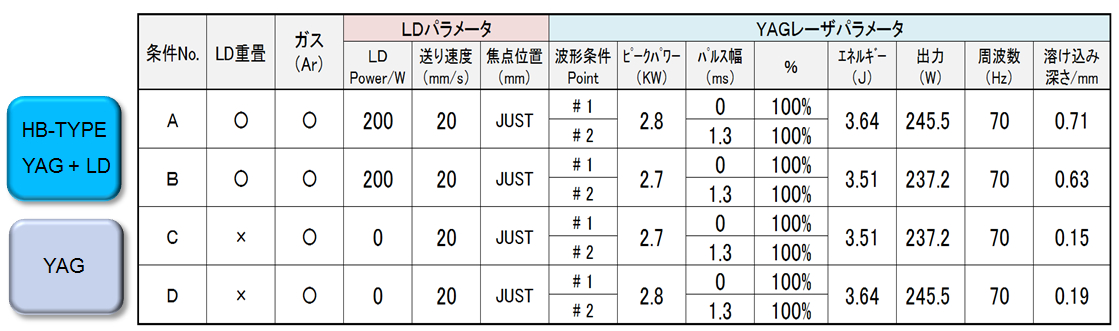
上記表は、アルミの溶接時のパラメータと溶接結果です。
【効果】ピークパワー2.7KW時の溶接で比較した場合
・「HB-Type」溶接 → 溶接可能
・YAGレーザ溶接 → 溶接不可能
*YAG光のみでHB-Type同等の溶け込み深さを得る為には、ピークパワーが4.0KW必要
ピークパワーが2.7→4.0(KW)=約1.5倍必要であった。
■ アルミ溶接時の「HB-TYPE」効果
ワークにダメージを与える要因の一つであるピークパワーを低減させ、スパッター、ポロシティーの発生等の不安定要因を低減し、加工安定性を確保する事ができる。
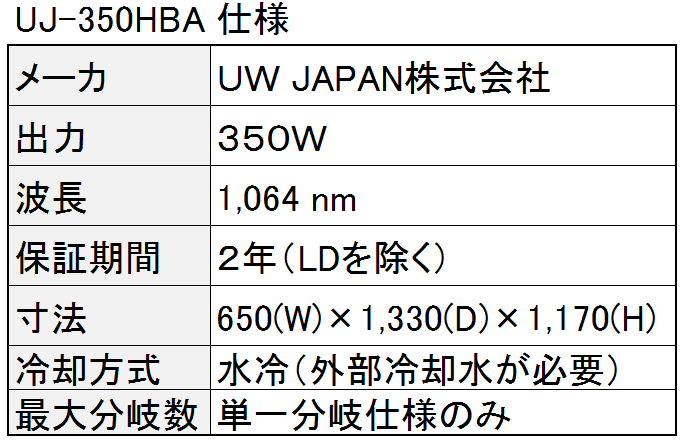
| HB-TYPEの仕様 |
|---|
UJ-350HBA仕様
UJ-350HBA(一式set)・UJ-350HBA ・光ファイバー ・専用出射ユニット
*その他、外部冷却ユニット等必要
|
LD仕様
LDの交換費用→ 3,980,000円/1回 |
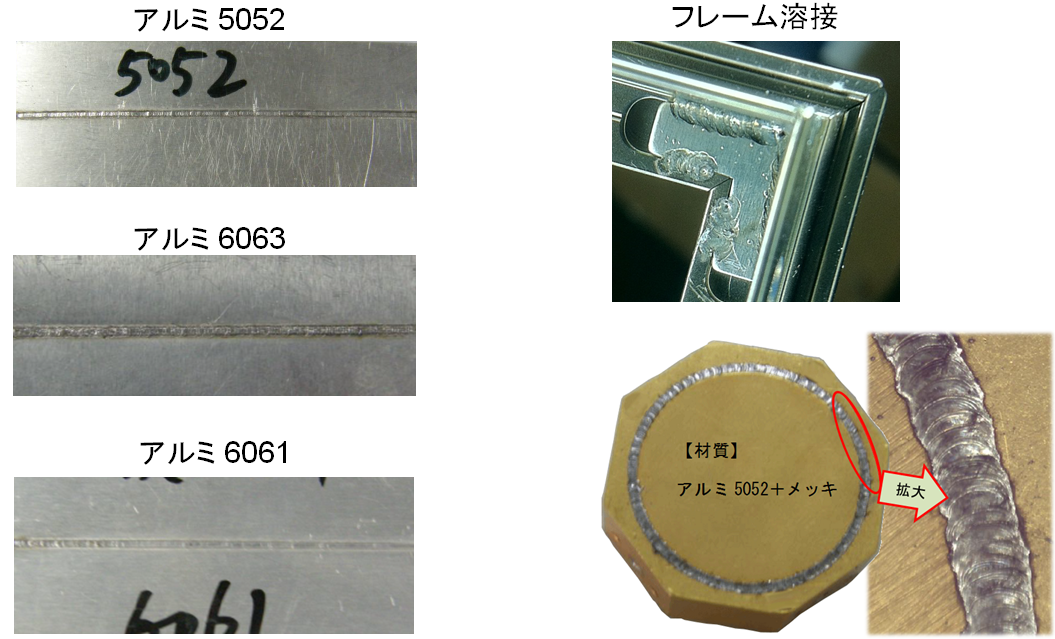
| HB-TYPE サンプル紹介 |
|---|
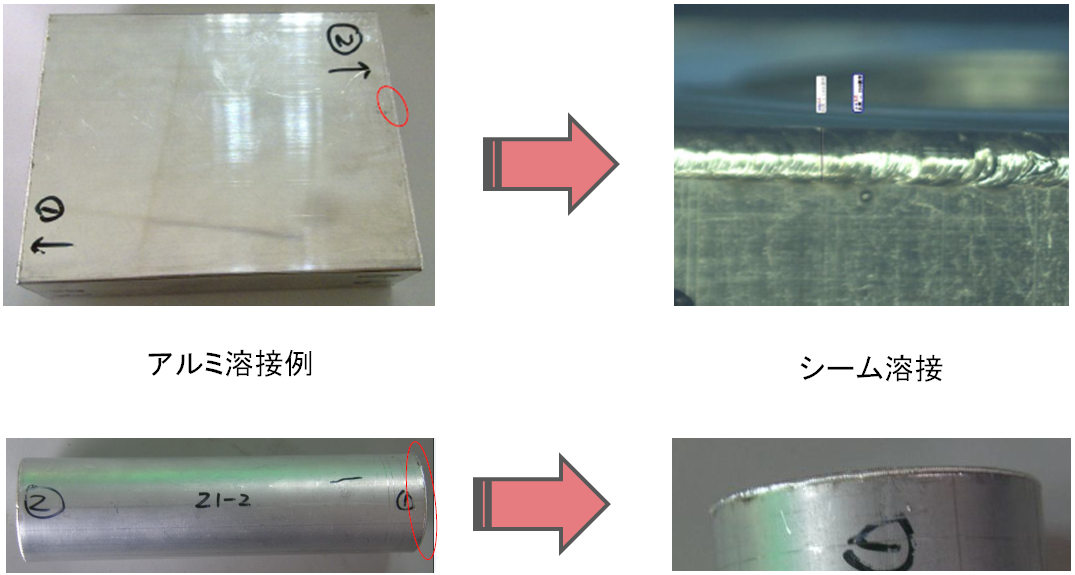
サンプル加工は無償で対応します!
* 実機は本社にあるため、預かり実験となります。ご了承ください。
YAGレーザ溶接では難しいAl5052,6061と6063のアルミ合金材料に
「HB-TYPE」は安定したレーザ溶接能力を発揮します!
レーザの部屋に戻る
