Q08: YAGとアークのスポット溶接例 (従来工法との違い)
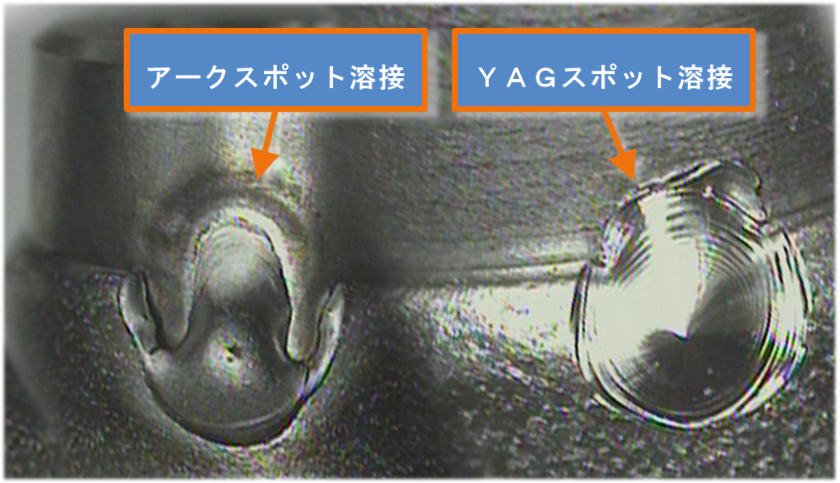
材質:チタン系 t=0.5 φ10.0mm パイプにキャップ圧入
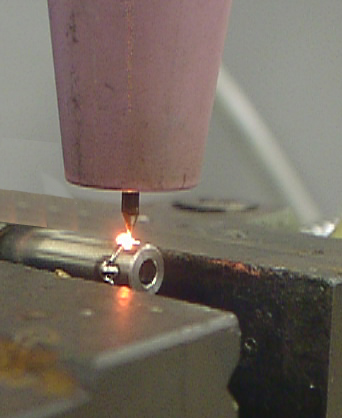
アーク溶接機でスポット溶接写真
|
レーザスポット溶接のメリット1.電極メンテが不要
2.加工位置再現性良好 3.アース設置不要
★アークスポット溶接のメリット
1.突起物に放電する
2.低価格
3.電気的なエネルギー効率が良い |
| アーク溶接とは? |
|---|
電気の放電現象(アーク放電)を利用し、金属同士を溶接する工法であり汎用性とイニシャルコストが安い事が主な特徴。
その他色々なアーク溶接があります。
■ プラズマアーク溶接とは?
→ 放電部に『インサートチップ』が装備され、TIG溶接のアークと比較してエネルギー
が高密度になったアークで溶接が可能です。エネルギーが高密度になることにより溶接
の幅が狭く深くなり、熱が伝わる範囲を狭くできるので歪も少なくなります。
どちらも電極からの放電を利用する為、非接触接合が可能です。
(その他、アースを設置する必要があります)
■ TIG溶接とは?
→ 融点の非常に高いタングステン棒からアークを出し、その熱で金属を溶接する工法で
す。両手を使う等で熟練経験が必要であるが溶接としての適応範囲が広い。
■ プラズマアーク溶接とTIG溶接の比較
・TIG溶接より手動溶接が困難である。
(精度と溶接条件パラメータの多さから手動では難しいとされている)
・ TIG溶接より溶接速度が高速であり自動化に向いている。
・TIG溶接よりアークが集中しているので、ワークの精度も要求される。
・ワークの精度は、アークの幅の1/10の精度が必要と考えられます。
|
プラズマアーク溶接とレーザ溶接のメリットとデメリット |
|---|
・レーザの場合、プラズマアーク溶接よりも熱影響や歪が少なく、更に正確で局所部分で溶接
が可能。
・レーザ溶接はエネルギー密度が高く、熱が拡散しにくいので縦方向に深く溶け込みます。
・レーザ溶接は『光』を利用した溶接方法なので、ワークに電気的ダメージを与えません。
またワークにアースを接地する必要もありません。
・レーザ溶接はアーク溶接では比較的難しいとされるアルミ溶接が比較的容易に可能です。
・レーザ溶接はTIG溶接・プラズマ溶接に比較してイニシャルコストが高いが、高品質な
溶接が可能であるため精密部品、薄板の溶接に多く使用されています。
・プラズマアーク溶接は、レーザ溶接と比較してイニシャルコストが安く、またTIG溶接
と比較してレーザ溶接に近い溶接が可能。
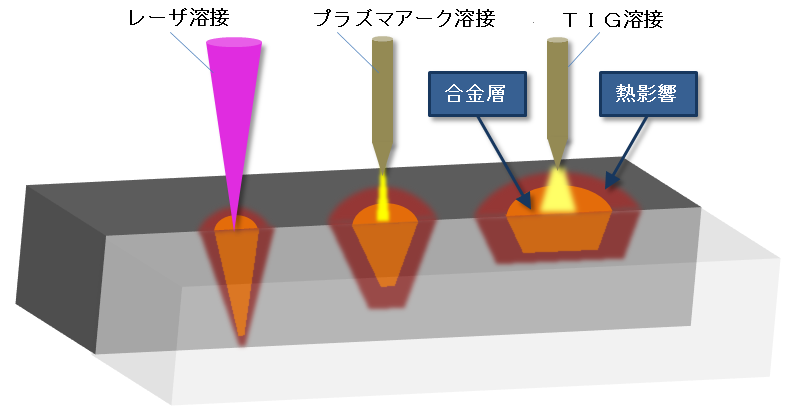
・TIG溶接はエネルギー密度が低く、母材を瞬間に溶融することが難しく溶け込みが横方向に拡散します。
・TIG溶接で溶け込みを深くするためには長い時間の加熱が必要で、余分な熱が拡散して周囲への熱影響が大きくなります。
【溶接時の熱影響比較イメージ図】
| YAGとアークの溶接を比較のまとめ |
|---|
- 熱影響が少ない
(デリケートな材料や、箔等の薄い材料にも有利)
- 溶接管理が容易
(放電加工に必要なアース処理や電極管理が不要)
- 溶接位置が正確
(放電方式では難しい場所でもレーザ光は正確に再現性良く加工する事が可能)
*応用例:放電では難しい隅側の微細接合や金型補修用途にも応用されています。
- 放電による電気的なノイズの影響がない
(YAGレーザは装置の上でPCが動作可能。XYZテーブル等にも装着が容易。)
レーザの部屋 TOPに戻る
