Q11: レーザ溶接のパラメータ
YAGレーザ溶接で加工品質に影響するパラメータは様々ですが、レーザ溶接機の選定以外にも必要なパラメータがあります。
| レーザ装置の設定 |
|---|
• ピークパワー (主に溶け込み深さに影響を与えます)
• パルス幅 (主にワークの材料によって変化させます)
• パルス波形 (矩形波では対応できない加工に使用します)
• エネルギー出力 (平均出力)
• パルス繰り返し速度と回数
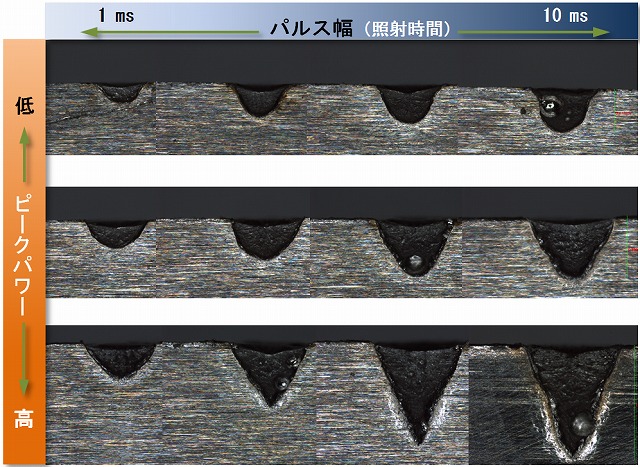
《SUS材の溶接ナゲット断面形状例》
ピークパワーとパルス幅のパラメータ。材料によって特性が異なります。
SUS材料の場合、想定以上にナゲット幅に対しての影響が少ない印象です。
ピークパワーは溶け込みに影響し、ブローフォールの発生に注意を要します。
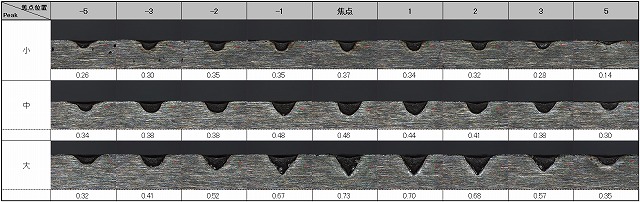
《SUS材の溶接ナゲット断面形状例》
焦点位置とピークパワーのパラメータ
焦点位置によっても加工特性が異なります。
焦点に対して照射位置が遠い方が+。近い方が-となります。
(単位 mm)
| ■ ワーク(溶接対象材料) |
|---|
• 材質
• 形状と寸法 (溶接の種類や工法を決めます)
• 溶接位置・レーザ照射角度・加工速度
• ワーク間の隙間(一般的には板厚の1/10程度は問題無いとされています)
• 表面状態 (汚れやメッキ種類等)
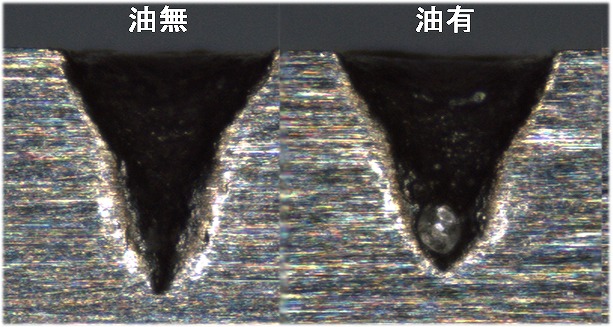
* 余談ですが・・・ワークの油汚れとレーザ溶接
ワークに付着する機械油等も含め、油の種類によっては溶接に影響が少ない場合があります。例えば、プレス金型の内部でレーザ溶接や、ワークにさび止めに油が付着している状態で脱脂をせずに溶接している例も多々見受けられます。保護ガラスも『多少の油=即焼損』では無い様であり、過去の使用実績では意外に繊細でない場合もあると言う事です。
不安定要素を加味した範囲で生産は可能だと考えます。
■ SUS材で検証した結果、以下のデータを得ました。
『脱脂したワーク』と『脱脂しないワーク』で溶接断面を測定(パラメータはピークとパルス幅変更)
*材料の質量や形状によって差がでます。
『脱脂しないワーク』は・・・・・
・平均で約10%程度、溶け込みが浅くなった。
・ブローフォール発生率は、ほぼ同等。
・溶け込み深さにバラツキが多い。(約10%程度)
接合強度と品質が確保されれば脱脂するコストを削減できる可能性があります。
|
■ 周辺機器 |
|---|
• 治具
(ワークを保持させ、加工品質に影響する最も重要な要素!)
• 光ファイバーの種類
(SI式とGI式、ファイバーの径が選択可能です)
• 出射ユニットの種類・レンズ径や結像比 ・ワークまでの距離や構造
• 焦点位置
(再現性を考えると基本はJUST焦点で加工する事が望ましいです)
• アシストガスの種類
(価格の安い窒素や、アルゴン、ヘリウム等)
• ガス流量・圧力
• ガス噴出方法
(ノズルの形状や噴出する位置によって効果が異なります)
レーザの部屋 TOPに戻る
