加工点の溶接判定モニターとは?
レーザ溶接で困難な主課題は溶接の可否判定です。
通常はパワーフィードバック機能等のレーザ光の出力監視や、加工点での出力測定。
また、加工したワークの表面、裏面の目視確認等です。
溶接時に発生する音を検出して実用化している現場もあります。
溶接時に発生した熱を検出して、レーザ溶接の合否判定が可能なのか???
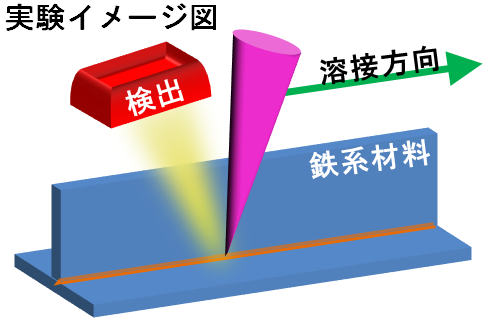
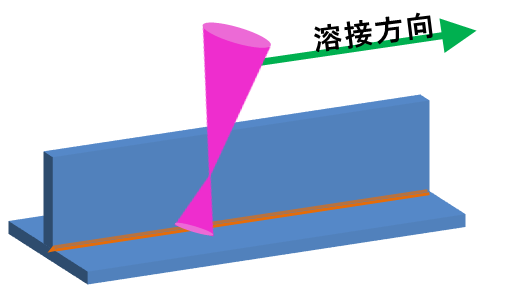
今回は溶接部で発生する赤外光を検出して溶接の可否判定が可能であるか検証しました。
| 試験概要 |
|---|
機 種 :ファイバレーザ4,000W機
加工材質:鉄系材料
加工条件:出力=1,500W / 送り速度=30mm/sec
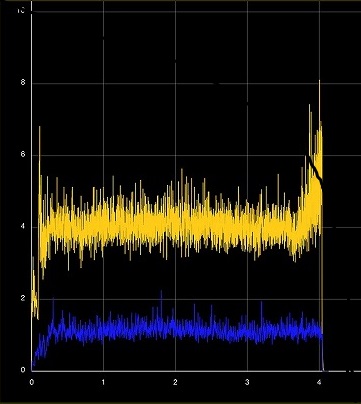
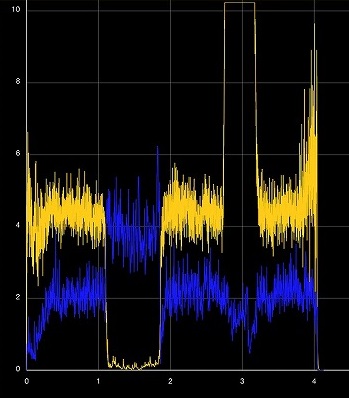
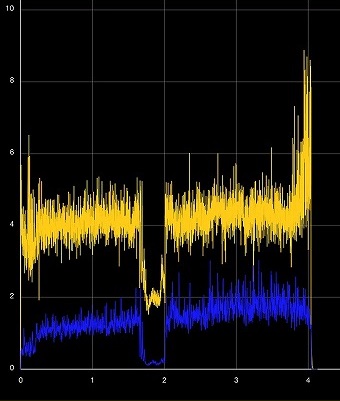
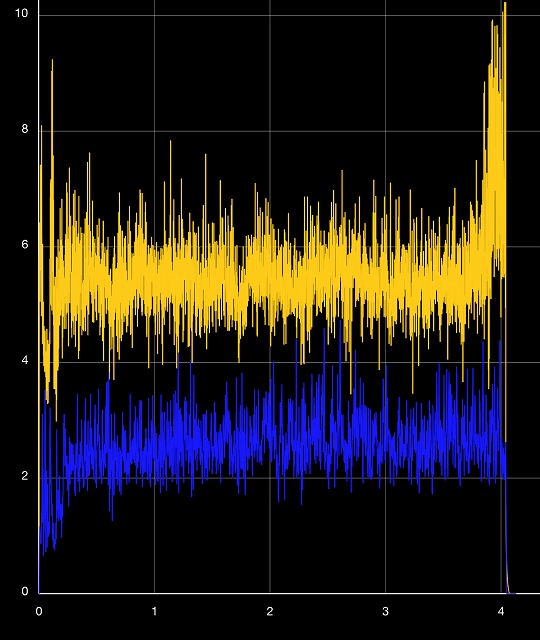
波 形 :黄色=赤外光(1,060nm) / 青色=反射光(1,060nm)
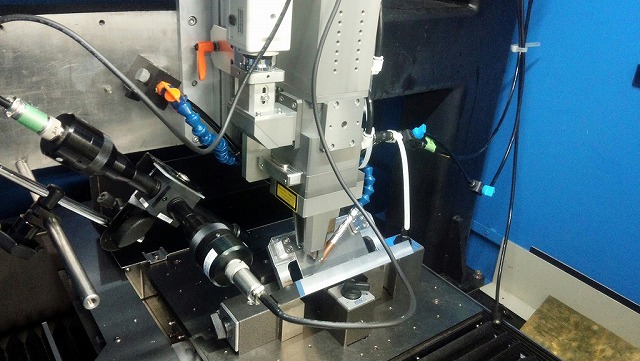
全体写真
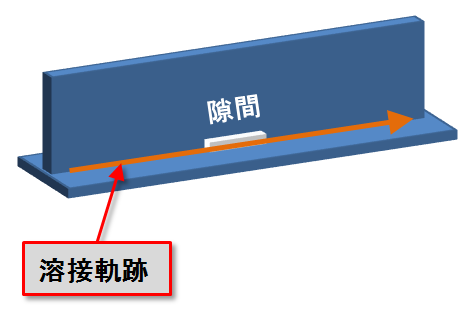
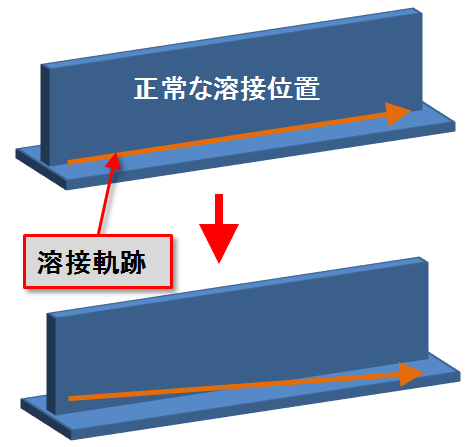
イメージ図
焦点位置で正常に溶接 可能な条件を基準とした
基準
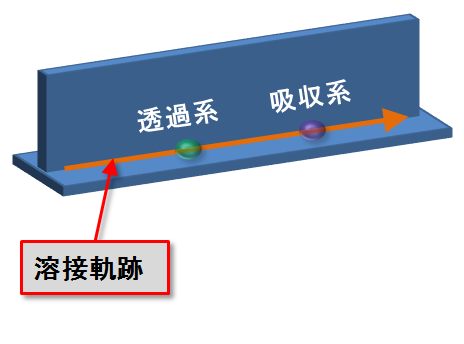
加工部に付着する透過系と吸収系の汚れに対して発生する溶接不良 ワーク間の隙間に対して発生する溶接不良 溶接時の焦点位置 溶接時の位置や軌跡
A)
B)
C)
D)
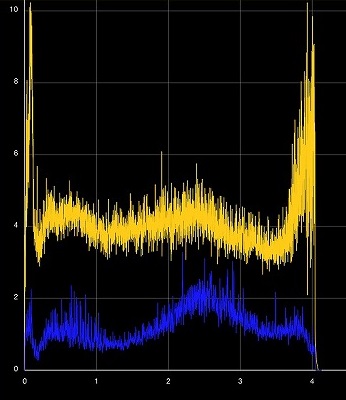
結 果
異常時の波形は検出可能。
今後の 課題 材料や形状によって得られる波形が異なるので、各工程で検出した波形をどの様に監視すれば溶接不良を防止できるか?と、その信頼性評価が重要となる。 赤外光検出以外にも色々な検出手段があるが、現時点で加工点の検出と実戦的な要素を加味して現場で運用してみる必要がありそう。
レーザの部屋 TOPに戻る
