Q30: ハンド式ファイバレーザ溶接の弱点
|
YAGより効率の良いファイバレーザ溶接にも弱点がある |
|---|
ズバリ、以下の2点が弱点だと言える。
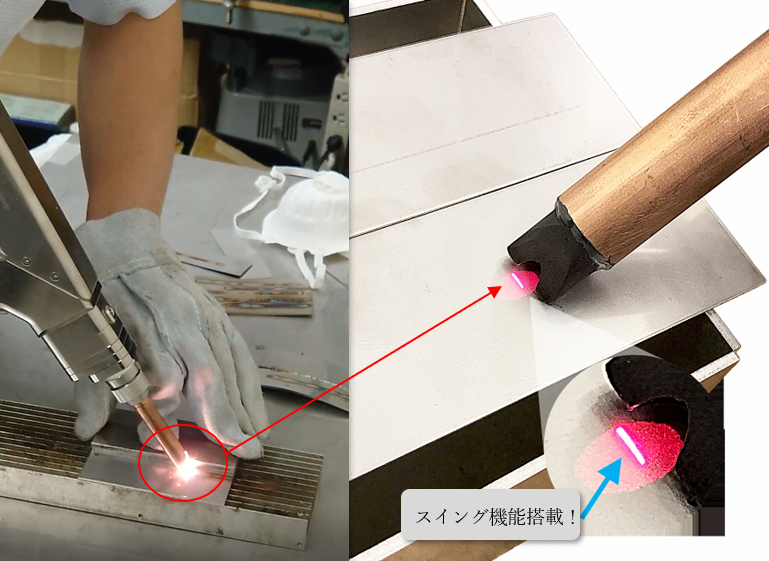
1.人間が操作するには細すぎるビーム径
2.溶接機としては高すぎる価格
■ 細すぎるビーム径が原因の弱点とは?
YAGレーザと比較して、ファイバレーザの焦点径は約1/10以下です。
レーザ溶接において焦点位置は重要であり、0.1mm以下の照射位置を
人間が制御するのは困難である。
・隙間と焦点が重なった場合に、理想の溶接が難しい
・溶接位置と溶接結果がシビアになってしまう
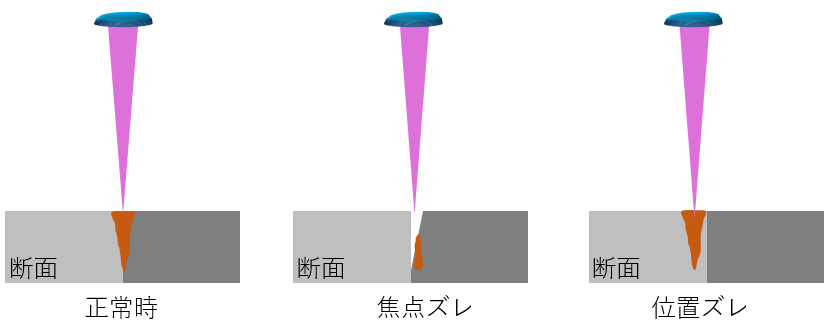
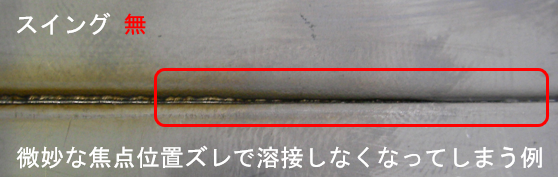
例えば隙間があった場合も同じく、0.1mm以下の焦点を0.3mmの隙間に
当たると溶接は行われないことがあります。
YAGを使っていたユーザが最新式のファイバレーザ溶接機を使うと
意外に使いにくいな?と、言う方々が多いのはこれに原因があります。
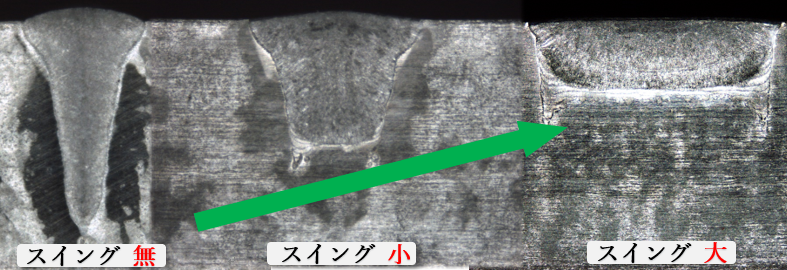
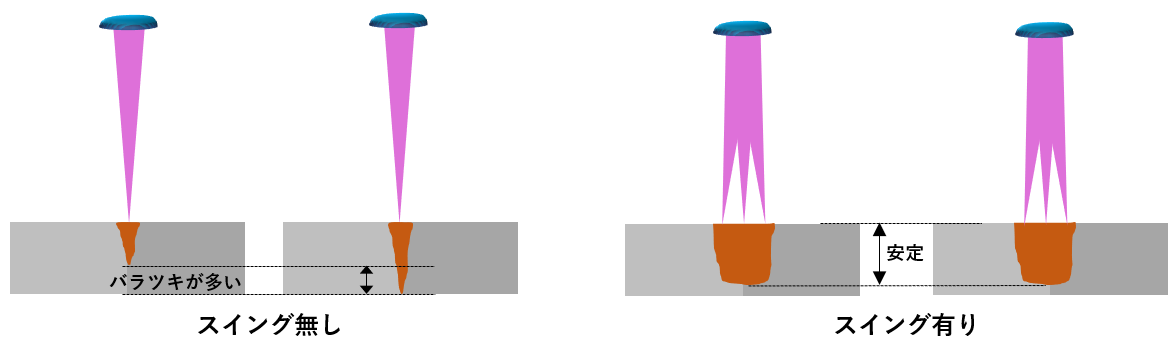
ではどうするか? スイング方式で解決!
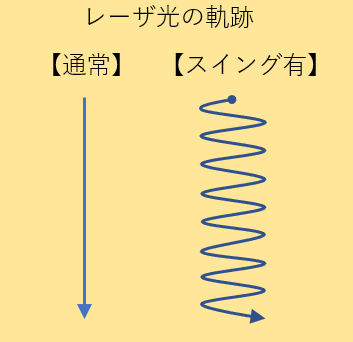
スイング機能とは?
レーザ光の焦点を高速で左右に動かし高品質な溶接を可能にする
ファイバレーザと相性が良い方式。
ハンドにもコストの安いスイング機能を取り入れてみました。
※ 精密加工用のレーザでは実績があり、既に一般的な技術なのです。
↑
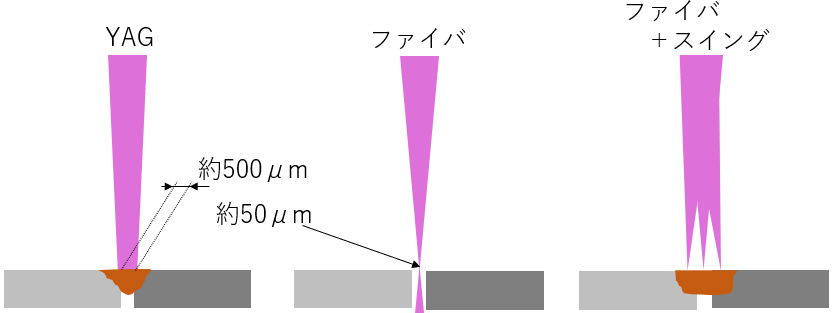
※ ワークのすき間から、細いレーザ光がすり抜けてしまう!
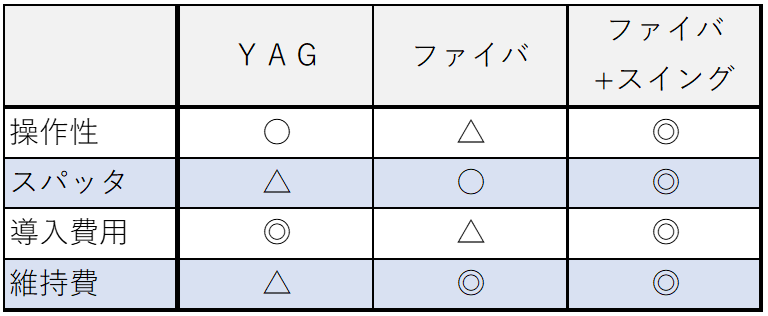
| スイング機能は色々なメリットを発生させます! | ||
|---|---|---|
 |
||
| 特徴 |
YAGの焦点径 ≒ 500μ前後
ファイバの焦点径 ≒ 50μ前後
ファイバハンドの焦点は YAGより10倍以上細い
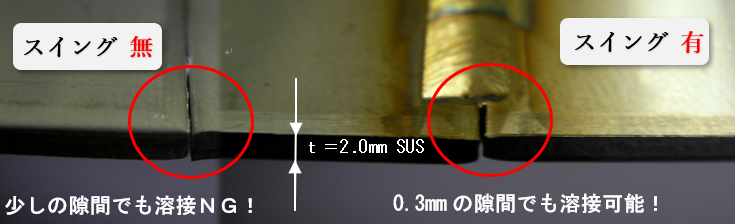
スイング機能で問題解決
| |
| 隙間に対して |
|---|
| 溶接形状に対して |
|---|
←スイング機能の調整でこの範囲を網羅可能→
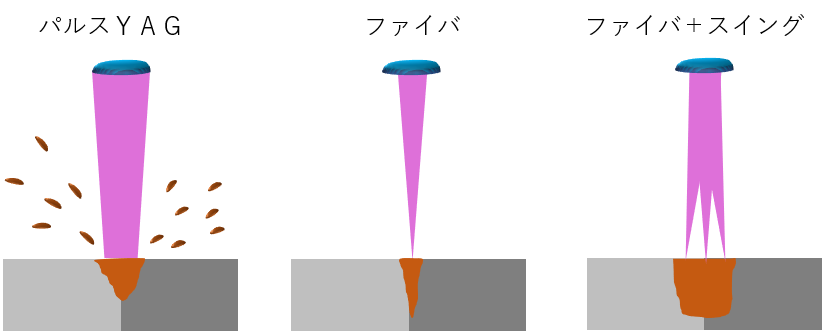
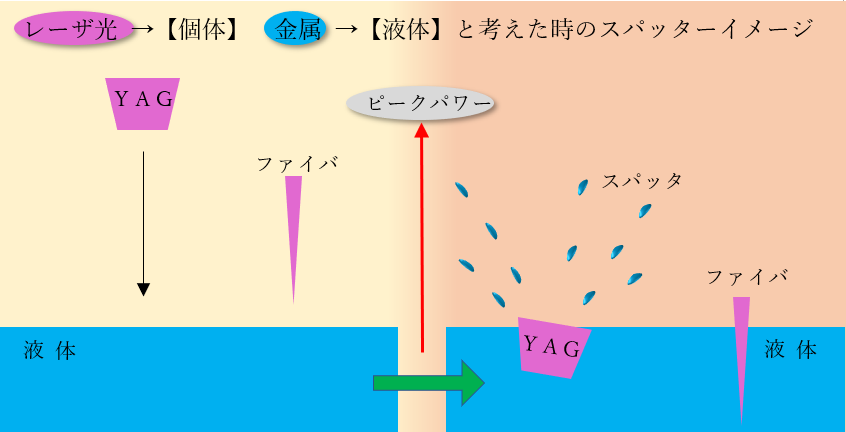
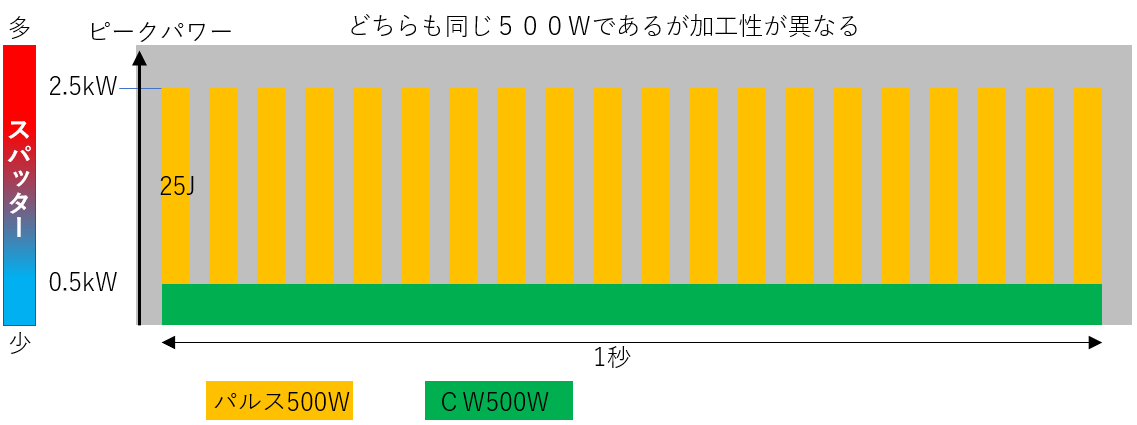
なぜスパッターを抑制できるか?
光りを【個体】、金属を【液体】に例えてイメージ図を作成してみました。
固定物(レーザ光)を水面に落下させると水しぶきが発生します。
これをスパッタと考えてみてください。
金属も溶融時には液状化するので、なるべくピークパワーは抑えたい。
※ ピークパワーは高い場所になればなるほど溶け込み深さを得られるが、衝突ダメージも
大きく、スパッターを多く発生させるのでなるべく低いのが望ましい!
ファイバレーザの細く鋭い光りはスイングとの相乗効果で色々な弱点を克服!
| 溶接の安定性と美しい仕上がりを実現! |
|---|
溶接速度に影響することは間違えありませんが、スイングの有りの方が
扱い易くなります。
■ 溶け込み深さと出力
500W 機・・・3mm
→ 3mm以上の深さを希望の場合は1,500W
→ アルミ等の高反射材料の加工にも1,500W機
※ 個人技量に寄ります。SUS材 速度5mm/sec時の定値速度の場合
やはり人間が扱う以上はある程度の練習が必要
TIG溶接と比較すると容易なレーザ溶接ではあるが、溶接時に一定の速度を保つ必要が
あります。
人間が走査すると、どうしても瞬間停止してしまうことは避けられません。
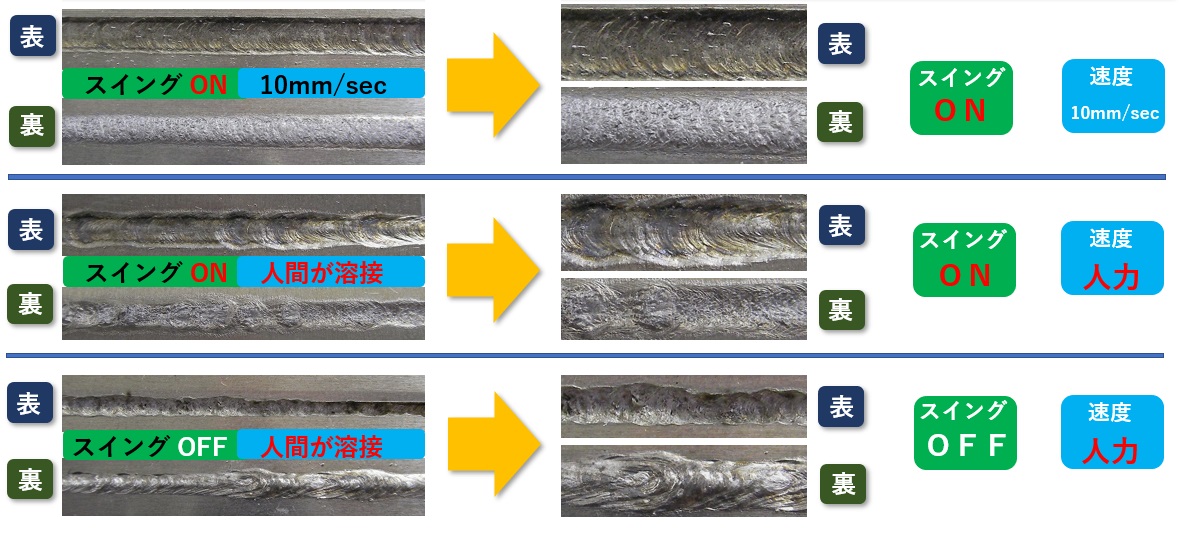
スイング機能が人間の不安定さをフォローします!
新提案! 扱いやすいファイバレーザ溶接機 UW-SHシリーズ
TIGやアーク溶接の置き換えに!
スイング機能を搭載したUW-SHシリーズは3つのメリットがあります。
1.隙間に強い!
2.スパッターが少ない!
3.安定した溶け込み深さ!
500Wクラスは、1,000万円を下回る価格も魅力の一つです!
(別途、AC200V、不活性ガス、輸送、現地調整費は別途必要となります)
お客様で用意する物: 三相 AC200V + 設置場所 + ガスボンベ(不活性ガス)
レーザの部屋 TOPに戻る
