Q13: レーザ溶接とシールドガス (レーザ切断とアシストガス)
レーザ加工で溶接と切断の主な差は、シールドガス(アシストガス)の使用方法です。
|
レーザ溶接の場合 |
|---|
シールドガスの効果は主にレーザ光の入熱で溶融した箇所の、酸化による溶接強度の低下を防ぎスパッターをある程度抑制する効果等が期待されます。
ガスの流量を多くすると高コストになる他、大気中の酸素を巻き込み逆効果になってしまう例もあります。また安定した気流を発生させるノズル形状の工夫が難しいですが、とても重要な要素となります。
溶接直後の熱保持期間、ワーク表面や裏側にも不活性ガスが流れる工夫をすると綺麗に仕上がる傾向にあります。
炭酸ガスレーザと違い、YAGレーザ溶接ではHeガスを殆ど使用しません。
|
レーザ切断の場合 |
|---|
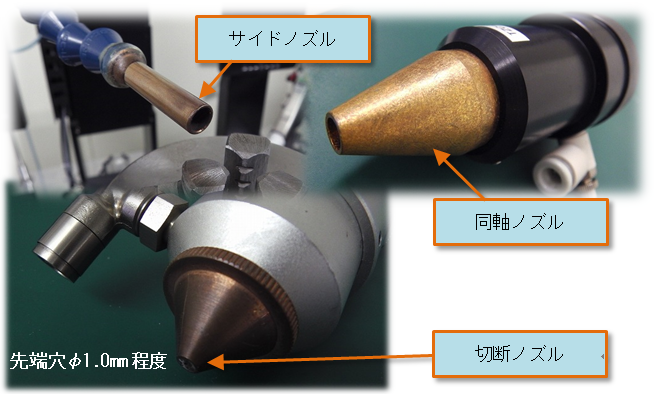
主にレーザの入熱で溶融した箇所を吹き飛ばします。その為ノズル先端の穴径はφ1.0mm程度と細くなっています。熱をアシストする目的で酸素ガスを使用する例が多いですが加工跡に酸化被膜が発生する点にも注意が必要です。
不活性ガス(Ar・N2等)を使用して酸化被膜を抑制し加工跡を綺麗に仕上げる例もあります。
|
レーザ溶接用ガスノズルの種類 |
|---|
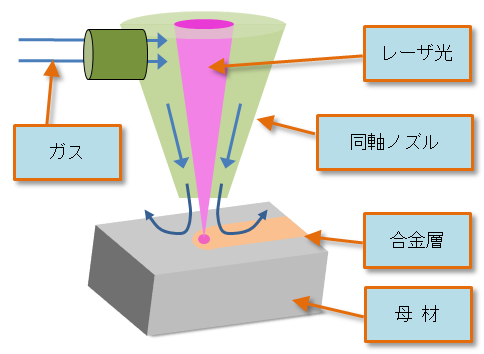
ガスの使用で重要な点はノズルの形状であり、どちらの加工性能にも影響があります。
ワークの形状やその効果によって使い分けます。
同軸ノズルの構造
|
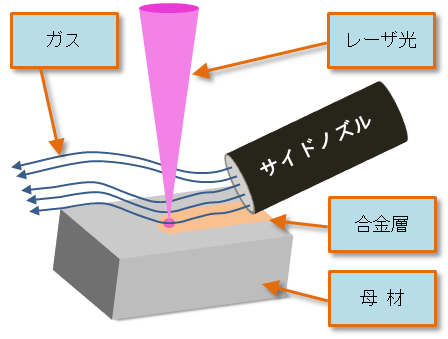
サイドノズルの構造
|
レーザの部屋 TOPに戻る
